溶接技能者資格認証・認定制度のご案内
(JWES HP抜粋)
愛知県溶接協会は、一般社団法人日本溶接協会の指定機関として下記業務の受験申込に関する事務取扱を行っています。
下記、「JIS・WESに基づく溶接技能者資格の取得と維持JIS・WESに基づく溶接技能者資格の取得と維持」を一読の上、「溶接技能者評価試験の申請について」に基づいて手続きしてください。
JIS・WESに基づく溶接技能者資格の取得と維持
一般社団法人 日本溶接協会資料の抜粋
溶接技能者 (JIS,WES)の認証
国内規格(JIS,WES など)に基づき溶接を行う作業者(溶接技能者)の資格。基本級(下向姿勢の溶接)と 専門級(立向,横向及び上向姿勢の溶接並びに管の溶接) があり,さらに試験材料の種類と厚さ,溶接方法などの 組合せによって資格が分かれています。 ・試験は学科試験及び実技試験(資格の種別に応じた試 験材料を使用して溶接作業を行う)によって評価され, 合格者に「適格性証明書」が交付されます。 詳細は、「一般社団法人日本溶接協会(JWES)」のHPを参照ください。
1. 適用する規格と適用例
適用している規格と資格を要求している適用事例は,表 1.1 のとおりです。
表 1.1 適用している規格と資格の適用事例
| 資格の種別 | 適 用 し て い る 規 格 | 資格の適用事例 |
| 手溶接技能者 *
(ガス溶接を含む) |
JIS Z 3801 手溶接技術検定における試験方法及び判定基準 WES 8201 手溶接技能者の資格認証基準 | 一般構造物の手溶接及び溶接技能者の基本的な資格として適用 |
| 半自動溶接技能者 * | JIS Z 3841 半自動溶接技術検定における試験方法及び判定基準 WES 8241 半自動溶接技能者の資格認証基準 | 一般構造物の半自動溶接に適用 |
| ステンレス鋼溶接技能者 * | JIS Z 3821 ステンレス鋼溶接技術検定における試験方法及び判定基準 WES 8221 ステンレス鋼溶接技能者の資格認証基準 | ステンレス鋼の溶接に適用 |
| チタン溶接技能者 * | JIS Z 3805 チタン溶接技術検定における試験方法及び判定基準 WES 8205 チタン溶接技能者の資格認証基準 | チタンの溶接に適用 |
| プラスチック溶接技能者 * | JIS Z 3831 プラスチック溶接技術検定における試験方法及び判定基準 WES 8231 プラスチック溶接技能者の資格認証基準 | プラスチックの溶接に適用 |
| 銀ろう付技能者 * | JIS Z 3891 銀ろう付技術検定における試験方法及び判定基準 WES 8291 銀ろう付技能者の資格認証基準 | ろう付作業に適用 |
| すみ肉溶接技能者 | WES 8101 すみ肉溶接技能者の資格認証基準 | すみ肉溶接に適用 |
| 石油工業溶接士 | JPI-7S-31 溶接士技量検定基準(石油工業関係) | 石油工業関係装置,機器 などの溶接に適用 |
| 基礎杭溶接技能者 | WES 8106 基礎杭溶接技能者の資格認証基準 | 基礎杭の溶接に適用 |
注 1:溶接技能者資格の JAB 認定範囲は,*印の資格です。
注 2:上表資格のうち,手溶接技能者,半自動溶接技能者,ステンレス鋼溶接技能者,すみ肉溶接技能者資格に認証された者が,実際作業において溶接できる作業の範囲(板厚範囲など)について,当協会としては,WES 7101「溶接作業者の資格と標準作業範囲」に,標準として規定しています。
注 3:手溶接技能者資格・半自動溶接技能者資格・ステンレス鋼溶技能者資格のJIS及びWES が改正されました。 特に,ステンレス鋼溶技能者資格については,資格種目の構成に大幅な変更があります。
2.資格の種類と等級などの区分
2.1 手溶接(アーク溶接・ガス溶接)技能者
手溶接技能者資格の評価試験や認証について規定している次の規格2件が改正となりました。
| (旧) | (新) | |
| JIS Z 3801 (手溶接技術検定における試験方法及び判定基準) |
1997年度版 | 2018年度版
(2018年12月20日発行) |
| WES 8201 (手溶接技能者の資格認証基準) |
2016年度版 | 2019年度版
(2019年7月1日発行) |
規格改正は、鋼材や溶接材料など、引用している他のJISの多くが改正されたため、最新化を図ることを主目的に実施しました。
新規格の適用(評価試験の実施など)は、2019年12月1日から開始します。
2.1.1 手溶接技能者資格の種類
| 溶接 方法 |
資格の 級別 |
資格の 種類記号 |
溶接姿勢 | 試験材料の種類、 厚さ区分 |
溶接継手の 区 分 |
開先 形状 |
裏当て金 | |||||||
|
基本級 | N-1F | 下向 | 炭素鋼板/薄板 | 板の突合せ 溶 接 |
I 形 又は V形 |
なし | |||||||
| 専門級 | N-1V | 立向 | ||||||||||||
| N-1H | 横向 | |||||||||||||
| N-1O | 上向 | |||||||||||||
| N-1P | 水平・鉛直固定 | 炭素鋼管/薄肉管 | 管の突合せ 溶 接 |
|||||||||||
| 基本級 | A-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
あり | ||||||||
| 専門級 | A-2V | 立向 | ||||||||||||
| A-2H | 横向 | |||||||||||||
| A-2O | 上向 | |||||||||||||
| A-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
|||||||||||
| 基本級 | N-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | ||||||||
| 専門級 | N-2V | 立向 | ||||||||||||
| N-2H | 横向 | |||||||||||||
| N-2O | 上向 | |||||||||||||
| N-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
|||||||||||
| 基本級 | A-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
あり | ||||||||
| 専門級 | A-3V | 立向 | ||||||||||||
| A-3H | 横向 | |||||||||||||
| A-3O | 上向 | |||||||||||||
| A-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
|||||||||||
| 基本級 | N-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | ||||||||
| 専門級 | N-3V | 立向 | ||||||||||||
| N-3H | 横向 | |||||||||||||
| N-3O | 上向 | |||||||||||||
| N-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
|||||||||||
|
基本級 | T-1F | 下向 | 炭素鋼板/薄板 | 板の突合せ 溶 接 |
I 形 又は V形 |
なし | |||||||
| 専門級 | T-1V | 立向 | ||||||||||||
| T-1H | 横向 | |||||||||||||
| T-1O | 上向 | |||||||||||||
| T-1P | 水平・鉛直固定 | 炭素鋼管/薄肉管 | 管の突合せ 溶 接 |
|||||||||||
|
基本級 | C-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | |||||||
| 専門級 | C-2V | 立向 | ||||||||||||
| C-2H | 横向 | |||||||||||||
| C-2O | 上向 | |||||||||||||
| C-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
|||||||||||
| 基本級 | C-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | ||||||||
| 専門級 | C-3V | 立向 | ||||||||||||
| C-3H | 横向 | |||||||||||||
| C-3O | 上向 | |||||||||||||
| C-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
|||||||||||
|
基本級 | G-1F | 下向 | 炭素鋼板/薄板 | 板の突合せ 溶 接 |
I 形 又は V形 |
なし | |||||||
| 専門級 | G-1V | 立向 | ||||||||||||
| G-1H | 横向 | |||||||||||||
| G-1O | 上向 | |||||||||||||
| G-1P | 水平・鉛直固定 | 炭素鋼管/薄肉管 | 管の突合せ 溶 接 |
2.1.2 手溶接技能者資格の受験資格
| 資格の級別 | 受験資格 |
| 各種類の基本級 | 1ヵ月以上溶接技術を習得した15歳以上の者 (注) |
| 各種類の専門級 | 3ヵ月以上溶接技術を習得した15歳以上の者で、各専門級に対応する基本級の資格を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
(注) ガス溶接受験者は、労働安全衛生法にもとづく「ガス溶接技能講習」修了者であること。また、アーク溶接については、労働安全衛生法にもとづく「アーク溶接等の特別教育」を修了していることが望ましい。
2.1.3 評価試験の内容
(1) 学科試験
はじめて受験するときは、学科試験があります。出題内容は、次の分野です。
a)溶接の一般知識 b)溶接機の構造と操作 c)鉄鋼材料と溶接材料d)溶接施工 e)溶接部の試験と検査 f)溶接作業での安全衛生
なお、ガス溶接については、ガス溶接技能講習修了者を受験資格としているので、学科試験は免除されます。
(2) 実技試験
試験は、JIS Z 3801にもとづいて行い、外観試験及び曲げ試験により評価します。
2.1.4 研修テキスト
新版JIS手溶接受験の手引き 日本溶接協会出版委員会編(産報出版株式会社)
2.2 半自動溶接技能者
半自動溶接技能者資格の評価試験や認証について規定している次の規格2件が改正となりました。
| JIS Z 3841 (半自動溶接技術検定における試験方法及び判定基準) |
(旧)1997年度版 →(新)2018年度版(2018年12月20日発行) |
| WES 8241 (半自動溶接技能者の資格認証基準) |
(旧)2016年度版 →(新)2019年度版(2019年7月1日発行) |
規格改正は、鋼材や溶接材料など、引用している他のJISの多くが改正されたため、最新化を図ることを主目的に実施しました。
新規格の適用(評価試験の実施など)は、2019年12月1日から開始します。
2.2.1 半自動溶接技能者資格の種類
| 溶接方法 | 資格の 級別 |
資格の 種類記号 |
溶接姿勢 | 試験材料の種類、 厚さ区分 |
溶接継手の 区 分 |
開先 形状 |
裏当て金 |
| マグ溶接 | 基本級 | SN-1F | 下向 | 炭素鋼板/薄板 | 板の突合せ 溶 接 |
I 形 又は V形 |
なし |
| 専門級 | SN-1V | 立向 | |||||
| SN-1H | 横向 | ||||||
| SN-1O | 上向 | ||||||
| SN-1P | 水平・鉛直固定 | 炭素鋼管/薄肉管 | 管の突合せ 溶 接 |
||||
| 基本級 | SA-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
あり | |
| 専門級 | SA-2V | 立向 | |||||
| SA-2H | 横向 | ||||||
| SA-2O | 上向 | ||||||
| SA-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
||||
| 基本級 | SN-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | |
| 専門級 | SN-2V | 立向 | |||||
| SN-2H | 横向 | ||||||
| SN-2O | 上向 | ||||||
| SN-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
||||
| 基本級 | SA-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
あり | |
| 専門級 | SA-3V | 立向 | |||||
| SA-3H | 横向 | ||||||
| SA-3O | 上向 | ||||||
| SA-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
||||
| 基本級 | SN-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | |
| 専門級 | SN-3V | 立向 | |||||
| SN-3H | 横向 | ||||||
| SN-3O | 上向 | ||||||
| SN-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
||||
| 組合せ 溶 接 |
基本級 | SC-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし |
| 専門級 | SC-2V | 立向 | |||||
| SC-2H | 横向 | ||||||
| SC-2O | 上向 | ||||||
| SC-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
||||
| 基本級 | SC-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
なし | |
| 専門級 | SC-3V | 立向 | |||||
| SC-3H | 横向 | ||||||
| SC-3O | 上向 | ||||||
| SC-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
||||
| セルフ シールド アーク溶接 |
基本級 | SS-2F | 下向 | 炭素鋼板/中板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
あり |
| 専門級 | SS-2V | 立向 | |||||
| SS-2H | 横向 | ||||||
| SS-2O | 上向 | ||||||
| SS-2P | 水平・鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ 溶 接 |
||||
| 基本級 | SS-3F | 下向 | 炭素鋼板/厚板 | 板の突合せ 溶 接 |
V形 (レ形 も可) |
あり | |
| 専門級 | SS-3V | 立向 | |||||
| SS-3H | 横向 | ||||||
| SS-3O | 上向 | ||||||
| SS-3P | 水平・鉛直固定 | 炭素鋼管/厚肉管 | 管の突合せ 溶 接 |
2.2.2 半自動溶接技能者資格の受験資格
| 資格の級別 | 受験資格 |
| 各種類の基本級 | 1ヵ月以上溶接技術を習得した15歳以上の者* |
| 各種類の専門級 | 3ヵ月以上溶接技術を習得した15歳以上の者で、各専門級に対応する基本級の資格を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
* 労働安全衛生法に基づく「アーク溶接等の特別教育」を修了していることが望ましい。
2.2.3 評価試験の内容
(1) 学科試験
はじめて受験するときは、学科試験があります。出題内容は、次の分野です。
a)溶接の一般知識 b)溶接機の構造と操作 c)鉄鋼材料と溶接材料d)溶接施工 e)溶接部の試験と検査 f)溶接作業での安全衛生
なお、ガス溶接については、ガス溶接技能講習修了者を受験資格としているので、学科試験は免除されます。
(2) 実技試験
試験は、JIS Z 3801にもとづいて行い、外観試験及び曲げ試験により評価します。
2.2.4 研修テキスト
新版JIS手溶接受験の手引き 日本溶接協会出版委員会編(産報出版株式会社)
2.3 ステンレス鋼溶接技能者
ステンレス鋼溶接技能者資格の評価試験や認証について規定している次の規格2件が改正となりました。
| JIS Z 3821 (ステンレス鋼溶接技術検定における試験方法 及び判定基準) |
(旧)2001年度版 →(新)2018年度版(2018年12月20日発行) |
| WES 8221 (ステンレス鋼溶接技能者の資格認証基準) |
(旧)2016年度版 →(新)2019年度版(2019年7月1日発行) |
今回の規格改正により、資格の種目構成に大幅な変更が生じています。
新規格の適用(評価試験の実施など)は、2019年12月1日から開始します。
2.3.1 ステンレス鋼溶接技能者資格の種類
| 溶接方法 | 資格の 級別 |
資格の種類 記号 |
溶接姿勢 | 試験材料の種類、 厚さ区分 |
溶接継手の 区 分 |
開先形状 | 裏当て金 |
| 被 覆 アーク 溶 接 |
基本級* | CA-F | 下向 | ステンレス鋼板/ 中 板 |
板の突合せ 溶 接 |
V形 又は レ形 |
あり |
| CN-F | なし | ||||||
| 専門級 | CA-V | 立向 | ステンレス鋼板/ 中 板 |
板の突合せ 溶 接 |
あり | ||
| CA-H | 横向 | ||||||
| CA-O | 上向 | ||||||
| CN-V | 立向 | なし | |||||
| CN-H | 横向 | ||||||
| CN-O | 上向 | ||||||
| CN-P | 水平・鉛直固定 | ステンレス鋼管/ 中肉管 |
管の突合せ 溶 接 |
V形 | なし | ||
| ティグ 溶 接 |
基本級 | TN-F | 下向 | ステンレス鋼板/ 薄 板 |
板の突合せ 溶 接 |
V形又はI 形 | なし |
| 専門級 | TN-V | 立向 | |||||
| TN-H | 横向 | ||||||
| TN-O | 上向 | ||||||
| TN-P | 水平・鉛直固定 | ステンレス鋼管/ 薄肉管 |
管の突合せ 溶 接 |
||||
| ミグ溶接又はマグ溶接 | 基本級 | MN-F | 下向 | ステンレス鋼板/ 中 板 |
板の突合せ 溶 接 |
V形 又は レ形 |
なし |
| 専門級 | MN-V | 立向 | |||||
| MN-H | 横向 | ||||||
| MN-O | 上向 | ||||||
| 基本級 | MA-F | 下向 | あり | ||||
| 専門級 | MA-V | 立向 | |||||
| MA-H | 横向 | ||||||
| MA-O | 上向 | ||||||
| テイグ溶接と被覆アーク溶接の組合せ溶接 | 基本級 | CN-FM | 下向 | ステンレス鋼板/ 中 板 |
板の突合せ 溶 接 |
V形 又は レ形 |
なし |
| 専門級 | CN-VM | 立向 | |||||
| CN-HM | 横向 | ||||||
| CN-OM | 上向 | V形 | |||||
| CN-PM | 水平・鉛直固定 | ステンレス鋼管/ 中肉管 |
管の突合せ 溶 接 |
||||
| テイグ溶接とミグ溶接又はマグ溶接の組合せ溶接 | 基本級 | MN-FM | 下向 | ステンレス鋼板/ 中 板 |
板の突合せ 溶 接 |
V形 又は レ形 |
なし |
| 専門級 | MN-VM | 立向 | |||||
| MN-HM | 横向 | ||||||
| MN-OM | 上向 | V形 | |||||
| MN-PM | 水平・鉛直固定 | ステンレス鋼管/ 中肉管 |
管の突合せ 溶 接 |
* 組合せ溶接の初層はティグ溶接で、理論ノド厚6mm以下で行い、その後を被覆アーク溶接又はミグ、マグ溶接を行うものとします。
2.3・2 ステンレス鋼溶接技能者資格の受験資格
| 資格の級別 | 受験資格 |
| 各種類の基本級 | 1ヵ月以上溶接技術を習得した15歳以上の者* |
| 各種類の専門級 | 3ヵ月以上溶接技術を習得した15歳以上の者で、 各専門級に対応する基本級の資格を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
* 労働安全衛生法に基づく「アーク溶接等の特別教育」を修了していることが望ましい。
2.3.3 評価試験の内容
(1) 学科試験
はじめて受験するときは、学科試験があります。出題内容は、次の分野です。
a)ステンレス鋼の一般知識 b)ステンレス鋼と溶接材料 c)溶接機の構造と操作 d)溶接施工 e)溶接部の試験と検査 f)溶接作業での安全衛生
(2) 実技試験
試験は、JIS Z 3821にもとづいて行い、外観試験及び曲げ試験により評価します。
2.3.4 研修テキスト
JISステンレス鋼溶接受験の手引き ステンレス協会編(産報出版株式会社)
2.4 チタン溶接
2.4.1 チタン溶接技能者資格の種類
| 溶接方法 | 資格の 級別 |
資格の 種類記号 |
溶接姿勢 | 試験材料の種類、 厚さ区分 |
溶接継手の 区 分 |
開先 形状 |
裏当て金 |
| ティグ溶接 | 基本級 | RT-F | 下向 | チタン板/薄板 | 板の突合せ 溶 接 |
V形 | なし |
| 専門級 | RT-V | 立向 | |||||
| RT-H | 横向 | ||||||
| RT-O | 上向 | ||||||
| RT-P | 水平・鉛直固定 | チタン管/薄肉管 | 管の突合せ 溶 接 |
||||
| ミグ溶接 | 基本級 | RM-F | 下向 | チタン板/中板 | 板の突合せ 溶 接 |
V形 | あり |
2.4.2 チタン溶接技能者資格の受験資格
| 資格の級別 | 受験資格 |
| 各種類の基本級 | 1ヵ月以上溶接技術を習得した15歳以上の者* |
| 各種類の専門級 | 3ヵ月以上溶接技術を習得した15歳以上の者で、 各専門級に対応する基本級の資格を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
* 労働安全衛生法に基づく「アーク溶接等の特別教育」を修了していることが望ましい。
2.4.3 評価試験の内容
(1) 学科試験
はじめて受験するときは、学科試験があります。出題内容は、次の分野です。
a)チタン及びチタン合金の一般知識 b)チタンの溶接材料 c)溶接機の構造と操作d)溶接施工
e)溶接部の試験と検査 f)溶接作業での安全衛生
(2) 実技試験
試験は、JIS Z 3805にもとづいて行い、外観試験及び曲げ試験により評価します。
2.4.4. 研修テキスト
JISチタン溶接受験の手引き 日本溶接協会 広報出版委員会編(産報出版株式会社)
2.5 プラスチック溶接技能者
2.5.1.プラスチック溶接技能者資格の種類
| 溶接方法 | 資格の級別 | 資格の 種類記号 |
溶接姿勢 | 試験材料の種類 | 溶接継手の区分 | 開先 形状 |
裏当て金 |
| ホットジェット 溶 接 |
基本級 | PVC-F | 下向 | ポリ塩化ビニル板 | 板の突合せ溶接 | V形 | なし |
| 専門級 | PVC-V | 立向 | |||||
| PVC-H | 横向 | ||||||
| PVC-O | 上向 | ||||||
| 基本級 | PP-F | 下向 | ポリプロピレン板 | 板の突合せ溶接 | V形 | なし | |
| 専門級 | PP-V | 立向 | |||||
| PP-H | 横向 | ||||||
| PP-O | 上向 | ||||||
| 基本級 | PE-F | 下向 | ポリエチレン板 | 板の突合せ溶接 | V形 | なし | |
| 専門級 | PE-V | 立向 | |||||
| PE-H | 横向 | ||||||
| PE-O | 上向 |
2.5.2 プラスチック溶接技能者資格の受験資格
| 資格の級別 | 受験資格 |
| 各種類の基本級 | 1ヵ月以上溶接技術を習得した15歳以上の者 |
| 各種類の専門級 | 3ヵ月以上溶接技術を習得した15歳以上の者で、各専門級に対応する基本級の資格を所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
2.5.3 評価試験の内容
(1) 学科試験
はじめて受験するときは、学科試験があります。出題内容は、次の分野です。
a)プラスチックの一般知識 b)溶接法と溶接施工法 c)溶接機の諸性質 d)試験検査及び補修
e)安全衛生
(2) 実技試験
試験は、JIS Z 3831にもとづいて行い、外観試験及び引張試験により評価します。
(注) 試験に使用する溶接機器,溶接材料及び裏当ては、受験者が用意してください。
2.5.4 研修テキスト
JISプラスチック溶接受験の手引き 日本溶接協会広報出版委員会編(産報出版株式会社)
2.6 銀ろう付技能者
2.6.1.銀ろう付技能者資格の種類
| ろう付方法 | 資格の種類記号 | ろう付姿勢 | 試験材料の種類、厚さ区分 | ろう付継手の区分 |
| 銀ろう付 | FA-Cu | 下向 | 銅板/薄板 | 板の重ね継手 |
| FA-S | 炭素鋼板/薄板 | |||
| FA-SUS | ステンレス鋼板/薄板 | |||
| PA-Cu | 水平固定 | 銅管/薄肉管 | 管の重ね継手 |
2.6.2 銀ろう付技能者資格の受験資格
| 資格の級別 | 受験資格 |
| 各種類の資格 | 1ヵ月以上ろう付技術を習得した15歳以上の者で、かつ、次の事項のいずれかを満足していること。 (1)労働安全規則に基づく「ガス技能講習」を修了している。 (2)在学中の高等学校または職業訓練機関において(1)と同等の安全教育・技能講習を修了している。 (3)ガス溶接作業主任免許を取得している。 |
2.6.3 評価試験の内容
(1) 学科試験
はじめて受験するときは、学科試験があります。出題内容は、次の分野です。
a)銀ろう付の一般知識 b)銀ろう付器具の構造と操作 c)銀ろう付材料 d)銀ろう付継手の性質
e)銀ろう付部の試験と検査 f)銀ろう付作業での安全衛生
(2) 実技試験
試験は、JIS Z 3891にもとづいて行い、外観試験及びX線試験又は気密試験により評価します。
2.6.4 研修テキスト
JIS銀ろう付受験の手引き 日本溶接協会広報出版委員会編(産報出版株式会社)
2.7 すみ肉溶接技能者
2017年7月1日付で、「WES 8101 すみ肉溶接技能者の資格認証基準」は2017年度版に改正されました。主たる改正内容は、資格種類でのマグ溶接の追加、基本級・専門級の一部区分等の変更、受験資格の変更等です。(詳細は「WES 8101:2017」を解説も含めご確認下さい。)
新規格による評価試験(新規・再認証)、サーベイランスは2018年5月1日から開始しています。
2.7.1 すみ肉溶接技能者資格の種類(WES 8101:2017)
| 溶接方法 | 資格の 級別 |
資格の 種類記号 |
溶接姿勢 | 試験材料の種類、 厚さ区分 |
溶接継手の区分 |
| 被覆アーク 溶 接 |
基本級 | Fil-F | 下向 | 炭素鋼板/中板 | 板のすみ肉溶接 |
| 専門級 | Fil-V | 立向 | |||
| Fil-H | 横向(水平) | ||||
| Fil-O | 上向 | ||||
| マグ溶接 | 基本級 | SFil-F | 下向 | ||
| 専門級 | SFil-V | 立向 | |||
| SFil-H | 横向(水平) | ||||
| SFil-O | 上向 |
2.7.2 すみ肉溶接技能者資格の受験資格(WES 8101:2017)
| 溶接方法 | 資格の 級別 |
受 験 資 格 |
| 被覆アーク 溶 接 |
基本級 | JIS Z 3801及びWES 8201に基づく次のいずれかの資格を有すること。 N-1F、A-2F、N-2F、A-3F、N-3F |
| 専門級 | 基本級Fil-Fを所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 | |
| マグ溶接 | 基本級 | JIS Z 3841及びWES 8241に基づく次のいずれかの資格を有すること。 SN-1F、SA-2F、SN-2F、SA-3F、SN-3F |
| 専門級 | 基本級SFil-Fを所有する者。ただし、基本級の試験に合格することを前提として基本級の試験と専門級の試験を同時に受験することができる。 |
2.7.3 評価試験の内容
実技試験のみWES 8101:2017 にもとづいて行い、外観試験(すみ肉溶接部)及び曲げ試験により評価します。
2.8 基礎杭溶接接技能者
2.8.1 基礎杭溶接技能者資格の種類
| 溶接方法 | 資格の 種類記号 |
溶接姿勢 | 試験材料の種類、 厚さ区分 |
溶接継手の区分 | 開先 形状 |
裏当 リング |
| 被覆アーク 溶 接 |
FP-A-2P | 鉛直固定 | 炭素鋼管/中肉管 | 管の突合せ溶接 | レ形 | あり |
| マグ溶接 | FP-SA-2P | |||||
| セルフシールド アーク溶接 |
FP-SS-2P |
2.8.2 基礎杭溶接技能者資格の受験資格
| 資格の級別・種別 | 受験資格 |
| FP-A-2P | JIS Z 3801にもとづくいずれかの資格所有者 |
| FP-SA-2P | JIS Z 3841にもとづくいずれかの資格所有者 |
| FP-SS-2P |
2.8.3 評価試験の内容
実技試験のみWES 8106にもとづいて行い、外観試験及び曲げ試験により評価します。
2.9. 石油工業関係溶接士
石油工業関係溶接士について
■石油工業関係溶接士の資格は、公益社団法人石油学会の委託により石油学会規格(JPI-7S-31-2007)にもとづいて一般社団法人日本溶接協会が認証する資格です。
■石油工業関係溶接士の資格には、日本溶接協会が認証した手溶接技能者資格、ステンレス鋼溶接技能者資格及び半自動溶接技能者資格を読替することができる資格と日本溶接協会がJPI-7S-31-2007にもとづき評価試験を実施して認証する資格があります。
注 石油学会規格(JPI-7S-31)2007年版は、2008年6月1日以降に実施する立会試験より適用開始いたします。
2.9.1.石油工業関係溶接士資格の種類(JPI-7S-31-2007)
| 溶接 方法 |
石油学会(JPI) の技量資格 |
JIS資格 種別記号 |
試験材料の種類 | 溶接姿勢 ※1 | 試験片の試験の種類 | 確認の 方法※2 |
| 被覆 アーク 溶 接 |
A種1級 | N-2F・V・H・O | 炭素鋼(板), 厚さ 9mm | F.V.H.O | 表曲げ試験 裏曲げ試験 |
JIS資格読替 |
| A種2級 | N-2F・V・H | F.V.H | ||||
| B種1級 | N-3F・V・H・O | 炭素鋼(板), 厚さ 19mm | F.V.H.O | 側曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| B種2級 | N-3F・V・H | F.V.H | ||||
| C種1級 | N-2F・P | 炭素鋼(管), 150A Sch80 | 水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| D種1級 | N-3F・P | 炭素鋼(管) 200A又は250A 厚さ20mm以上 |
水平 固定管 鉛直 固定管 |
側曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| E種1級 | ― | 規格最小引張強さ 570~610N/mm2 又は 780N/mm2の高張力鋼(板), 厚さ 19mm以上 |
F.V.H.O | 側曲げ試験 破面試験 |
実技試験 | |
| E種2級 | ― | F.V.H | ||||
| F種1級 | ― | 2.25Cr-1Mo 鋼(管), 150A Sch80 | 水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
実技試験 | |
| G種1級 | CN-F・V・H・O 又は CN-F・V・H・CA-O |
オーステナイト系ステンレス鋼(板) 厚さ 9mm |
F.V.H.O | 表曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| G種2級 | CN-F・V・H | F.V.H | ||||
| H種1級 | CN-P | オーステナイト系ステンレス鋼(管) 150A Sch80 |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| ティグ 溶接 |
CT種1級 | T-1F・P | 炭素鋼(管) 100A Sch20 |
水平 固定管 鉛直 固定管 |
裏曲げ試験 | JIS資格読替 |
| FT種1級 | ― | 2.25Cr-1Mo鋼(管) 50A Sch40 又は 外径63.5×厚さ4.0mm |
水平 固定管 鉛直 固定管 |
裏曲げ試験 | 実技試験 | |
| HT種1級 | TN-F・P | オーステナイト系ステンレス鋼(管) 100A Sch10S |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| 組合せ 手溶接 |
CC種1級 | C-2F・P | 炭素鋼(管) 150A Sch80 |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 |
| DC種1級 | C-3F・P | 炭素鋼(管) 200A又は250A 厚さ20mm以上 |
水平 固定管 鉛直 固定管 |
側曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| FC種1級 | ― | 2.25Cr-1Mo鋼(管) 150A Sch80 |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
実技試験 | |
| HC種1級 | CN-PM | オーステナイト系ステンレス鋼(管) 150A Sch80 |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 | |
| 組合せ 半自動 溶接 |
CS種1級 | SC-2F・P | 炭素鋼(管) 150A Sch80 |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 |
| DS種1級 | SC-3F・P | 炭素鋼(管) 200A又は250A 厚さ20mm以上 |
水平 固定管 鉛直 固定管 |
表曲げ試験 裏曲げ試験 |
JIS資格読替 |
注 ※1 F:下向、V:立向、H:横向、O:上向を示す。
※2 ”JIS資格読替”とは、社団法人日本溶接協会がJIS Z 3801、JIS 3821 又は JIS 3841に
基づき認証した技術資格を確認し読み替える。
2.9.2 石油工業関係溶接士資格の受験資格
| 溶接方法 | 技量資格 | 受験資格 |
| 被覆アーク溶接 | E種1級 | JIS Z 3801に規定される下記のいずれかの技術資格を有すること。 A-2F、N-2F、A-3F、N-3F、C-2F、C-3F |
| E種2級 | ||
| F種1級 | ||
| ティグ溶接 | FT種1級 | 下記のいずれかの技術資格を有すること。 (1) JIS Z 3801に規定される下記のいずれか T-1F、C-2F、C-3F (2) JIS Z 3821に規定される下記のいずれか TN-F、CN-PM |
| 組合せ手溶接 | FC種1級 | 下記のいずれかの技術資格を有すること。 (1) JIS Z 3801に規定される下記のいずれか A-2F、N-2F、A-3F、N-3F、C-2F、C-3F、T-1F (2) JIS Z 3821に規定される下記のいずれか TN-F、CN-PM |
2.9.3 評価試験の内容
実技試験のみ JPI-7S-31-2007 にもとづいて行い、外観試験、曲げ試験及び破面試験(E種のみ)により評価します。
2.10 その他
① PC工法溶接(試験取り止め)お知らせ
評価試験は平成29年度から取り止めました。
詳細はプレハブ建築協会(教務部)「TEL 03-5280-3121」に。お問い合せください。
② 各資格の評価試験内容(概要説明)
各資格の評価試験は、当該規格に規定された溶接技術に関する基礎的な知識及び溶接技量を評価するために、下記に示す試験を行います。
各資格の評価試験内容
〔○:適用される。×:適用されない。〕
| 資格の種類 | 試験の
科目 |
実技試験の内容 | 実技試験材の試験方法 | ||||||||
| 外観試験 | 曲げ試験 | 破面試験 | 引張試験 | Ⅹ線試験 | 気密試験 | ||||||
| 学科 | 実技 | 表曲げ | 裏曲げ | 側曲げ | |||||||
| 手溶接技能者 | ○ | ○ | 表 3.2 に示す条件による試験材料の溶接 | ○ | ○ | ○ | ○ | × | × | × | × |
| 半自動溶接技能者 | ○ | ○ | 表 3.3 に示す条件による試験材料の溶接 | ○ | ○ | ○ | ○ | × | × | × | × |
| ステンレス鋼溶接技能者 | ○ | ○ | 表 3.4 に示す条件による試験材料の溶接 | ○ | ○ | ○ | × | × | × | × | × |
| チタン溶接技能者 | ○ | ○ | 表 3.5 に示す条件による試験材料の溶接 | ○ | ○ | ○ | × | × | × | × | × |
| 銀ろう付技能者 | ○ | ○ | 表 3.6 に示す条件による試験材料の銀ろう付 | ○ | × | × | × | × | × | ○ | ○ |
| プラスチック溶接技能者 | ○ | ○ | 表 3.7 に示す条件による試験材料の溶接 | ○ | ○ | ○ | ○ | × | ○ | × | × |
| すみ肉溶接技能者 | × | ○ | 表 3.8 に示す条件による試験材料の溶接 | ○ | × | ○ | × | × | × | × | |
| 基礎杭溶接技能者 | × | ○ | 表 3.9 に示す条件による試験材料の溶接 | ○ | ○ | ○ | × | × | × | × | × |
| 石油工業溶接士 | × | ○ | 表 3.10 に示す条件による試験材料の溶接 | ○ | ○ | ○ | ○ | ○ | × | × | × |
注 1. 側曲げ試験は,手溶接技能者及び半自動溶接技能者の厚板及び厚肉管並びに石油工業溶接士の E 種の試験材 に適用します。
2. 破面試験は,石油工業溶接士の E 種の試験材に適用します。
3. 学科試験の主要な分野は次のとおりです。
溶接の一般知識,溶接機の構造と操作,鉄鋼材料と溶接材料,溶接施工,溶接部の試験と検査,溶接作業での 災害防止
3 溶接技能者資格の取得
溶接技能者資格の取得手順は、以下のとおりです。
3.1.受験申請
①受験申請書の入手、問合せなどは、各地区溶接技術検定委員会又は各都道府県指定機関で行なってください。
②溶接技能者の各資格には、受験に必要な条件(受験資格)が決められています。ホームページの各資格の詳細に掲載された受験資格を満足しているか確認してください。
③試験日は、各都道府県指定機関に問い合わせるか、ホームページの溶接技能者評価試験日程を見てください。
④受験の申込は、原則として試験日の35日前までといたします。
⑤受験の申込は、申請書に受験料を添えて各都道府県指定機関で行ってください。申請書には6ヵ月以内に撮影された写真(パスポートサイズ、裏面に氏名記入)が必要です。
3.2 受験
①事前に送付される書類(受験の心得など)には、必ず目を通しておいてください。
②受験票と作業着、安全防具、工具類、溶接材料、筆記用具(学科試験受験時)など個人で用意しなければならない物品を忘れずに持参してください。
③試験会場では、評価員、係員などの指示に従ってください。
④試験時における安全確保のため、ホームページの受験時の安全又はパンフレット「安全必携」を事前に読んで受験してください。
3.3 合否通知
①試験の結果は、受験後2ヵ月程度で通知いたします。
②新規受験において、実技試験が合格し学科試験が不合格の場合、1回に限り学科追試を受験できます。合否通知から45日以内に申込みください。 申込期間が過ぎますと追試は無効となり、新規で学科及び実技の受験が必要です。
③新規受験において、学科試験に合格し実技試験が不合格の場合、学科合格証明書(有料)を受領することができます。(証明書を提示することで、3年間は実技試験のみの受験ができます。)
3.4 適格性証明書の送付
学科及び実技評価試験に合格の場合は、適格性証明書を送付します。
適格性証明書を受領した際には、記載事項に間違いがないか確認してください。また、証明書の裏面に印刷された事項を必ず読んでおいてください。

4.溶接技能者資格の維持(サーベイランス)
溶接技能者の技量は、不変なものではありません。常に資格に対応する仕事を継続することや定期的なトレーニングを積むことによって維持されます。また、視力の変化のように技能者の健康状態にも影響されます。
溶接技能者資格の維持は、次のように行われます。
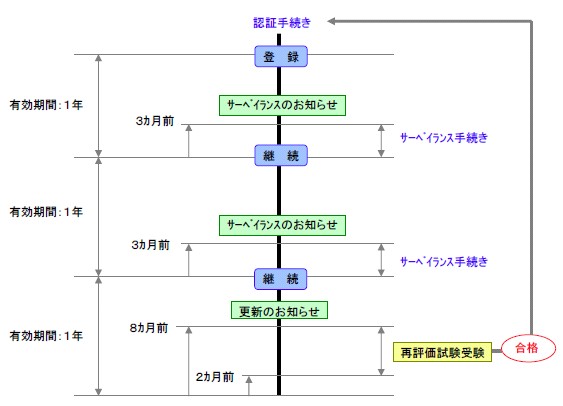
○サーベイランスについて
溶接技能者として資格認証された者が、認証要求事項を継続的に満たしていることを業務従事証明により確認すること。
○更新時の適格性証明書の有効期間について
再評価試験に合格した場合、現在保有している適格性証明書の有効期間に連続して認証される。
5. 受験時の安全
受験時の安全
溶接技能者評価試験中の災害を防止するために、受験者の皆さんに特に守っていただきたい事項をまとめました。安全の確保のためにご協力ください。
1.溶接作業に適した服装を着用しましょう
安全作業は、まず服装からといわれています。キチンとした服装で溶接作業をするために、特に次のようなことに注意して下さい。
●作業服は、油汚れや湿気のないものを着用して下さい。
●作業服は、溶接作業に適したものを着用して下さい(上衣は長袖を、ズボンの裾は折り返しのないものを)。
●作業靴、安全帽(または作業帽)を着用して下さい。
2.適正な安全保護具を着用しましょう
使用する安全衛生保護具には次のようなものがありますが、必ず適正なものを使用するようにして下さい。
●ア-ク溶接用の保護具の例
しゃ光ガラス(フィルタ-プレ-ト)付溶接用保護面、保護メガネ、防じんマスク、
かわ製のア-ク溶接用手袋(全長350㎜程度のもの)、前掛け、腕カバ-、足カバ-
●ガス溶接用の保護具の例
しゃ光保護メガネ、かわ製のガス溶接用手袋または清潔な軍手、前掛け、腕カバ-、足カバ-
 |
ア-ク溶接で起きる主な災害は… ・感電 ・ア-ク光による障害(目の炎症など) ・やけど ・爆発、火災 ・ヒュ-ム、ガスによる障害 ・酸欠症 などがあります |
3.感電事故を防止するために
「目に見えないが命をねらう」のは、忍者ならぬ電気です。感電事故を防止するために、特に次の事項を守って下さい。
●素手や湿気を含んだ手袋で、電源のスイッチ、溶接機のスイッチ、溶接棒ホルダ、溶接ト-チおよび溶接用ケ-ブルなどや、その他電気機器の導電部に触れない。
●溶接作業を始める前に、使用する溶接装置や溶接機の電源スイッチの位置を確認しておく。
●溶接作業を終了したら、直ちに溶接装置や溶接機の電源スイッチを切る。
●溶接棒ホルダ、溶接ト-チおよび溶接用ケ-ブルなどの保護被覆が損傷していることを発見したときは、直ちにそれらの使用を中止し、立会評価員または係員に申し出て、新しいものと交換してもらうか、修理などをしてもらう。
|
万一、感電事故が発生したら! |
| 事故を発見した人または近くの人は、直ちに感電事故を起こしている人が使用している溶接装置、または溶接機の電源スイッチをきって立会評価員または係員に通報して下さい。 |
4.ガス漏れ、爆発、火災などの事故を防止するために
●溶接作業場所内やその付近は整理整頓し、燃えやすいものを置かない。
●消火設備(消化器、消火栓、消化用水など)の設置場所を、あらかじめ確認しておく。
●ガス溶接装置を使用する場合は、所定の資格を証明する書面(ガス溶接作業主任者免許証またはガス溶接技能講習修了証)を携帯する。
|
ガス漏れ、爆発または火災などの事故が発生したら! |
| 事故を発見した人または近くの人は、直ちに大声でまわりの人々に知らせるとともに、立会評価員または係員に通報して下さい。 |
5.自らの安全と周囲の人々の安全のために
●通路には、みだりに工具や物を置かない。
●試験材を保持用のジグに取り付けるとき、あるいは高さなどの位置を決めるときは、取り付け用のねじなどを十分に締付け、試験材やジグが落下しないようにする。
●熱い試験材などを運搬するときは、専用の工具などを用いるようにする。
試験材などを運搬するときは、足の上などに落とさないようにしっかりと持つ。また、無理な姿勢で持って腰を痛めないように気を付ける。
試験材を床に置くとき、投げるように置かない。
●試験時間には、遅れないように。また、受験票、持参品なども事前に点検して、忘れ物がないようにして下さい。
●試験中は、立会評価員または係員から指示された事項等を守って下さい。
●試験中の皆さんが、不安全な行為や作業をしているときは、立会評価員または係員が注意することがあります。直ちに改善してから作業等をして下さい。
●試験中の受験者にみだりに話しかけたり、近づいたりしないようにして下さい。
●試験のために指定された場所以外に立ち入ったり、試験に関係のない機器材などに触れないようにして下さい。
●試験に必要な工具以外は、持ち込まないようにして下さい。
●試験中は、禁煙です。喫煙は、指定された場所で行って下さい。
●試験に使用する溶接装置または溶接機、溶接棒ホルダ、溶接ト-チ、溶接用ケ-ブル、ガスホ-ス、溶接作業台および試験材保持用ジグなどはていねいに取扱って下さい。
特に、溶接作業台や試験材保持用ジグなどには、ア-クを出さないようにして下さい。
●試験中は、他の受験者の迷惑や邪魔にならないように、お互いに注意して下さい。
●試験用の設備などに不安全と思われる状態を発見したときは、直ちに係員に申し出て下さい。
●試験中に気分が悪くなったりしたときは、直ちに評価員または係員に申し出て下さい。
6. 異議申立て及び苦情への対応
異議申立て及び苦情への対応 一般社団法人 日本溶接協会
異議申立て及び苦情への対応
一般社団法人日本溶接協会(以下,本協会という)は,溶接管理技術及び溶接技能者の資格認証業務における異議申立て及び苦情について,下記の手順により対応します。
1. 異議申立ての処理手順
「異議申立て」・・・・・ 溶接管理技術者認証委員会又は溶接技能者認証委員会が下した認証に関する決定について,受験者又は認証された要員が文書によって,認証手順及び結果の確認を要請すること。
認証が決定された日から30日以内に,その申立ての根拠を明記した文書が提出された場合,本協会は以下の手順により対応する。
(1)異議申立ての受理
文書による異議申立てを受理した場合,受理通知書を申立者に送付する。
(2)異議申立ての審議
・異議申立ての審議は,当該申立者と利害関係の無い者で構成した異議申立審議委員会(以下,審議委員会という)を招集して行う。
・審議委員会構成については,文書により当該申立者に通知する。
・審議委員会は,審議委員会構成決定後30日以内に開催し,審議開始後3ヶ月以内に処理を決定する。
(3)異議申立て審議結果の通知
・審議の結論については,申立者に文書により通知する。
2.苦情の処理手順
「苦情」・・・・・ 本協会が行う溶接管理技術者又は溶接技能者の認証活動又は認証された要員の活動に関し,それらの活動の利用者が,本協会に対して文書によって是正を要請すること。
苦情申立ての根拠を明記した文書が提出された場合,本協会は以下の手順により対応する。
(1)苦情申立ての受理
文書による苦情申立てを受理した場合,受理通知書を申立者に送付する。
(2)苦情申立ての審議
・苦情申立ての審議は,当該申立者と利害関係の無い者で構成した苦情申立審議委員会(以下,審議委員会という)を招集して行なう。
・審議委員会構成については,文書により当該申立者に通知する。
・審議委員会は,審議委員会構成決定後30日以内に開催し,審議開始後6ヶ月以内に処理を決定する。
(3)苦情申立て審議結果の通知
・審議の結論については,申立者に文書により通知する。